

When your manufactured parts require that perfect uniform matte finish, bead blasting often emerges as the top contender. But with several media options available, choosing the wrong type can lead to damaged components, poor paint adhesion, or simply an unattractive result. This comprehensive guide demystifies the selection process, helping you identify the perfect bead blasting finish for your specific material, application, and performance requirements.
Understanding Bead Blasting: More Than Just a Pretty Finish
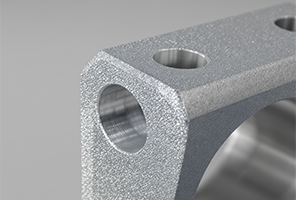
Bead blasting is an abrasive blasting process that projects spherical media—typically glass, ceramic, or steel beads—onto a component's surface using high-pressure air. Unlike angular abrasives that cut into the surface, the spherical media creates thousands of tiny dimples upon impact, resulting in a uniform, satin-like texture that diffuses light consistently.
This process occurs within specialized enclosures called bead blasting cabinets, which contain the media and protect operators. The equipment includes a blaster gun for directing the media flow, protective gloves, and a viewing window with replaceable protective sheets to maintain visibility despite the abrasive environment.
How Bead Blasting Differs From Sandblasting
While often mentioned together, bead blasting and sandblasting serve different purposes:
Bead Blasting:
Uses spherical media to create a uniform, satin finish through a dimpling effect. It's gentler, doesn't significantly alter dimensions, and produces no harmful silica dust.Sandblasting:
Utilizes sharp, angular media (traditionally silica sand) to aggressively etch or remove material. It's faster for stripping coatings but harsher on substrates and creates health hazards like silicosis from silica dust.
A Comprehensive Guide to Bead Blasting Media Types
Choosing the right media is the most critical decision in bead blasting. Each media type creates distinct surface characteristics and suits different applications.
Glass Beads: The All-Rounder for Cosmetic Finishes
Made from lead-free, soda-lime glass, glass beads are the go-to choice for applications requiring a clean, bright, matte finish without dimensional changes. Their spherical shape and moderate hardness (5.5 Mohs) make them ideal for gentle peening, deburring, and creating consistent satin textures.
Best for: Aluminum components, stainless steel, cosmetic parts, medical devices, and any application where maintaining the base material color is important. Glass beads can be recycled up to 30 times, making them cost-effective for many operations.
Steel Shot: The Heavy-Duty Performer
With a hardness ranging from 6–7.5 Mohs, steel shot is significantly more durable than glass beads and can be reused for hundreds of cycles. It's dense and aggressive, making it suitable for shot peening applications where inducing compressive stresses improves fatigue resistance.
Best for: Heavy-duty cleaning, de-rusting, and strengthening hard metal surfaces like steel and cast iron. Avoid using steel shot on softer metals or plastics, as it can cause embedding or dimensional distortion.
Aluminum Oxide: The Angular Alternative
While not spherical, aluminum oxide is often used in blasting processes requiring more aggression. Its angular shape and high hardness (8–9 Mohs) make it excellent for etching surfaces prior to painting, removing tough coatings, and creating uniform matte finishes on hard materials.
Best for: Surface preparation for painting or coating, creating anchor patterns, and applications where a dull, consistent appearance is acceptable. Note that its brown color may cause slight discoloration on some substrates.
Plastic Media: The Delicate Solution
Plastic media like urea provides a gentle, non-damaging blasting option for delicate surfaces. With a hardness of only 3–4 Mohs, it effectively strips light coatings without damaging the underlying substrate.
Best for: Delicate parts, composites, plastics, and deburring operations where other media might be too aggressive. However, plastic media doesn't create the dimpled cosmetic finish associated with spherical media.
| Media Type | Media Shape | Hardness (Mohs) | Best For | Recyclability |
|---|---|---|---|---|
| Glass Beads | Spherical | 5.5 | Cosmetic finishes, light deburring, soft metals | Medium (up to 30 cycles) |
| Steel Shot | Spherical | 6–7.5 | Heavy-duty cleaning, shot peening, hard metals | High (hundreds of cycles) |
| Aluminum Oxide | Angular | 8–9 | Paint preparation, etching, surface roughening | Medium-High |
| Plastic Media | Angular | 3–4 | Delicate surfaces, coating removal, plastics | Medium |
Table: Bead Blasting Media Comparison Chart
Technical Specifications: Understanding the Engineering Requirements
For engineering applications, bead blasting has quantifiable effects on surfaces that must be considered during design.
Surface Roughness (Ra) Parameters
Bead blasting typically produces surface finishes ranging from Ra 1.6–6.3 μm:
Glass beads:
Achieve Ra 1.6–3.2 μm for fine, cosmetic finishes.Ceramic beads:
Create Ra 3.2–6.3 μm textures ideal for paint adhesion.Steel shot:
Produces Ra 2.5–5.0 μm for durable, uniform coverage.
Material Removal Considerations
The bead blasting process typically removes 0.005–0.025 mm of material from surfaces. While this is minimal compared to machining operations, it must be accounted for in tolerance stack-ups for precision components. For features requiring tolerances tighter than ±0.01 mm, either mask critical surfaces or factor in the material removal during machining.
Material Compatibility: Matching Media to Your Substrate
Not all materials respond equally to bead blasting. Based on manufacturing experience across aerospace and medical sectors, here's how common materials perform:
-
Excellent:
6061-T6 and 7075-T6 aluminum alloys respond excellently, developing uniform texture without deformation. -
Good:
304/316 stainless steel and mild steel show good results but may require harder media like ceramic beads. -
Fair:
Titanium and Inconel require specialized media and controlled atmospheres per aerospace specifications. -
Poor:
Brass, copper, and soft plastics risk surface damage and media embedding due to their low hardness.
Design Considerations for Optimal Bead Blasting Results
Certain design features present challenges for bead blasting and should be addressed early in the design process:
- Avoid deep pockets with depth-to-width ratios exceeding 3:1, as they prevent consistent media coverage.
- Protect internal threads and fine features where media embedding could affect function.
- Incorporate minimum 0.5 mm radii on internal corners to prevent stress concentration from media impact.
- Minimize complex undercuts and re-entrant angles that create "shadow zones" with inconsistent texture.
For thin-walled components (under 1.5 mm thickness), use lower pressure settings (30-40 PSI) to prevent warping or consider alternative texturing methods.
Cost Analysis: Bead Blasting vs. Other Finishes
When planning your project budget, understanding where bead blasting falls on the cost spectrum is crucial. It's generally considered a moderately priced finishing option, sitting comfortably between a basic as-machined finish and more complex processes like anodizing or powder coating.
The cost impact of bead blasting is rarely zero, but it is often one of the more accessible techniques for achieving a significant visual and tactile upgrade. The lead time for adding this process is typically minimal, often adding just a few days to the overall production schedule.
Typical Finishing Cost Spectrum (Relative Comparison)
-
As-Machined:
The baseline with no additional finishing cost, but with visible tool marks and a more industrial appearance. -
Bead Blasting:
A cost-effective step up, adding a uniform, matte finish for a relatively modest increase over the as-machined state. -
Anodizing / Powder Coating:
These processes, which add a protective and colorful oxide layer or a durable paint film, represent a higher price tier. This is due to the more complex chemistry, equipment, and additional steps involved (like masking and racking).
What Drives the Cost of Bead Blasting?
-
Part Size & Surface Area:
Larger parts require more media, more time in the blasting cabinet, and consume more compressed air. -
Geometric Complexity:
A simple flat plate is quick and easy to blast. A complex housing with deep pockets, internal channels, and intricate geometry takes significantly longer, as the operator must carefully maneuver the part to ensure consistent coverage. -
Masking Requirements:
Any critical features like threads, precision bearing surfaces, or seals must be masked off beforehand. This adds a manual labor step that increases cost. A simple aluminum faceplate might be very economical to finish, while a complex component requiring extensive masking will be at the higher end of the cost scale. -
Batch Quantity:
Like most manufacturing processes, higher volumes typically lead to a lower cost per part due to optimized setup and processing time.
In short, while bead blasting is an excellent value for the visual improvement it provides, the final cost is a direct reflection of your part's specific design and production volume.
Implementation Tips: Best Practices for Specifying Bead Blasting
To ensure consistent, high-quality results from your bead blasting operations:
1. Specify media and grit size in your part drawings or order notes, as this significantly influences the final appearance.
2. Control blast pressure based on your material and application. Typical pressures range from 20-90 PSI depending on the media type.
3. Avoid tight surface roughness callouts below 32 µin Ra unless necessary, as the bead blasting process naturally creates texture.
4. Add masking notes for critical features like threads, bearing surfaces, or precision holes to prevent media embedding and maintain tolerances.
5. Consider pre-blast machining stock of 0.010–0.020 mm on surfaces requiring bead blasting to account for material removal.
Conclusion: Making the Right Choice for Your Application
Selecting the appropriate bead blasting finish involves careful consideration of your cosmetic requirements, material properties, dimensional tolerances, and functional needs. For cosmetic applications on aluminum or stainless steel, glass beads typically deliver the best combination of appearance and preservation of base material properties. When preparing surfaces for painting or dealing with harder steel alloys, ceramic beads or aluminum oxide provide better adhesion through slightly rougher textures. For heavy-duty cleaning or shot peening applications on robust components, steel shot offers durability and performance.
By understanding the characteristics of each media type and following the guidelines outlined in this article, you can confidently specify bead blasting parameters that enhance both the appearance and performance of your components while avoiding common pitfalls that compromise quality or functionality.
Ready to discuss how bead blasting can improve your specific project? Contact our surface finishing experts for personalized recommendations based on your design requirements and production goals.